Hey everyone. I need some help with this NASA wrench. This is my 8th attempt and consequently 8th failure! I changed to repetier and cura. This part was done at 220c and 100c with .2 layers .6 walls 50% infill. This time layer adhesion was great but it seems like the moving parts were too stuck. Had to get a real wrench to force it. Any tricks for getting the gaps in the part to stay? Thinner walls? Slower speed? This part finished in about 2 hours. It didn’t feel to hurried. Help? Thanks!
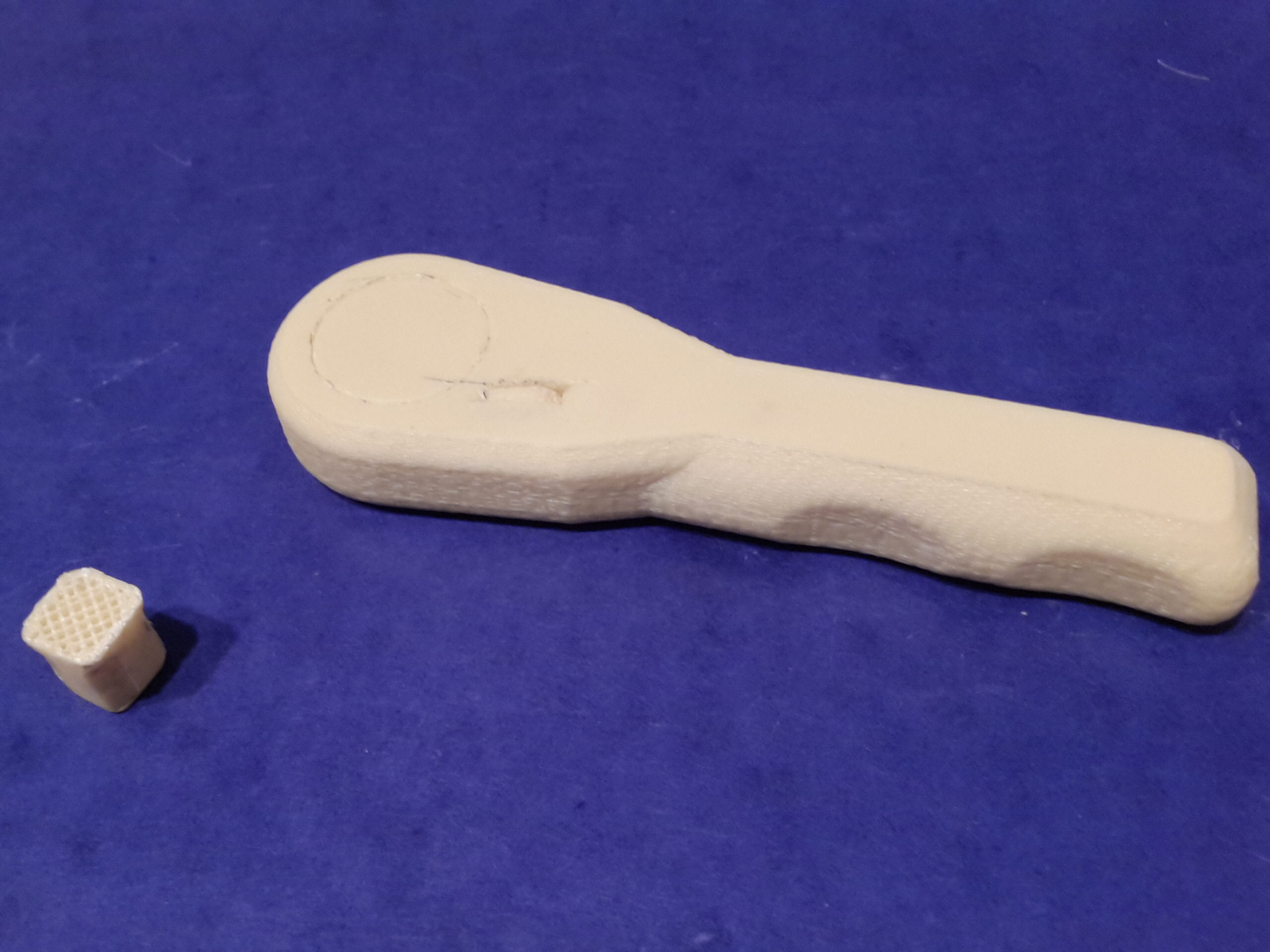

Um, are you sure there are supposed to be “moving parts” in this thing? It looks to me to be a dumb replacement to a ratchet. Basically, a lever handle that accepts sockets.
Nevermind my comment. Just saw it works on YouTube. Impressive.
Layer height 0.15mm / slower speed / cooling fan / less extrusion. It’s a very technical print and your printer needs to be well sorted.
Check out the YouTube. Others demo successful prints with 1mm and 2mm layers at 50mm/s.
I’ve printed maybe a dozen or more of them that work. It took me 4-5 attempts to get a working one. I made a change to the design that takes a shaft through the middle which is much stronger. With your failed prints knock a flat screw driver into the part that should move and see if you can force it loose of if the parts are welded solid. It will give you some idea if you’re one the right track.
I would under extrude… Change the extrusion multiplier. Will take some fiddling for each machine due to filament size, temps and such
I second the underextrude option. Good starting point for a Printrbot is to measure filament diameter and then add 0.1 mm. Machine thinks filament is larger and thus extrudes slightly less.
I hammered a standard screwdriver through the center and tried twisting. All I managed to do was rip out infill. The top looks to have a gap between moving parts. But the bottom of the part looks like it was squished or melted together. Is it possible the bed was too hot and fuzed the part? I think my slicer is set for 50mm/s with .4 mm nosel. Not sure how to set under extrude or even what it does, but it sounds like I need to try printing with some different numbers. Kinda wish there was a gap/space number. The stl doesn’t show much for space between moving parts. Also going to try for .1 layer height. That should be interesting.
I would lower extrusion (as said) and raise the Z so the first layer is not squashed that much.
0.1 is to low. print it 0.15 layer.
How is your machine in general with technical prints, say benchy or marvin.
Every “Fix horrible” option unchecked in Cura?
It’s a davinci 1.0. I try hard to keep it clean and calibrated, but its no makerbot. Benchy turns out ok at this layers. Havnt done a benchy with the repetier firmware yet. I calibrated the bed with a sheet of paper test manually. The print does look like the bottom few layers get smooshed into the glass rather than later down. Not sure how to change that metric in cura. I really love the options it gives me, but don’t really understand what they all mean. Thanks for all the advise. I’ll try another print tonight at .15 and drop the bed a little so that the head isn’t right above it. Does the cura 50mm/s make the print slower or just feed the filament slower. I’d like to slow the carriage down.
The 50mm/s is the speed the head moves. If you look under advanced in cura you can adjust perimiter speed and non printing speed moves. It will help fine tune your prints but till youre happy your printer is working right dont fiddle with it yet. Maybe drop the speed to 40 or 45 mms (40mms is 20% slower) the reason for not printing at 0.1mm layers os that inless your extrusion is 100% and i do mean spot on you will be getting more plastic than you want and that means the heated head is dragging through the plastic causing the print to stay hot and the separations weld together. I take it from what you said you have Flashed your firmware to marlin its what i would do with a davinci. Print looks like its abs. Maybe try pla of you have it will let you drop the heated bed i would drop it to 40’C with pla. If you like ill send you the gcode file my printer printed it with pla.
fill it solid 
Talking solid… id like to see a 1/3 size working one off something like a form1+
Thanks for the tips guys. I’ll slow down the print and make the layers thinner. The bottom of the part looks ultra smooth and smooshed. Is there a setting I can check to make sure I’m not melting the bottom of the abs part or blasting the plastic into the bed?