Question about PETG first layer print settings, and volcano nozzles.
PETG is a bit new to me, have been printing PLA for years.
I’m using a 1.2mm volcano nozzle at 600 micron to do this stuff.
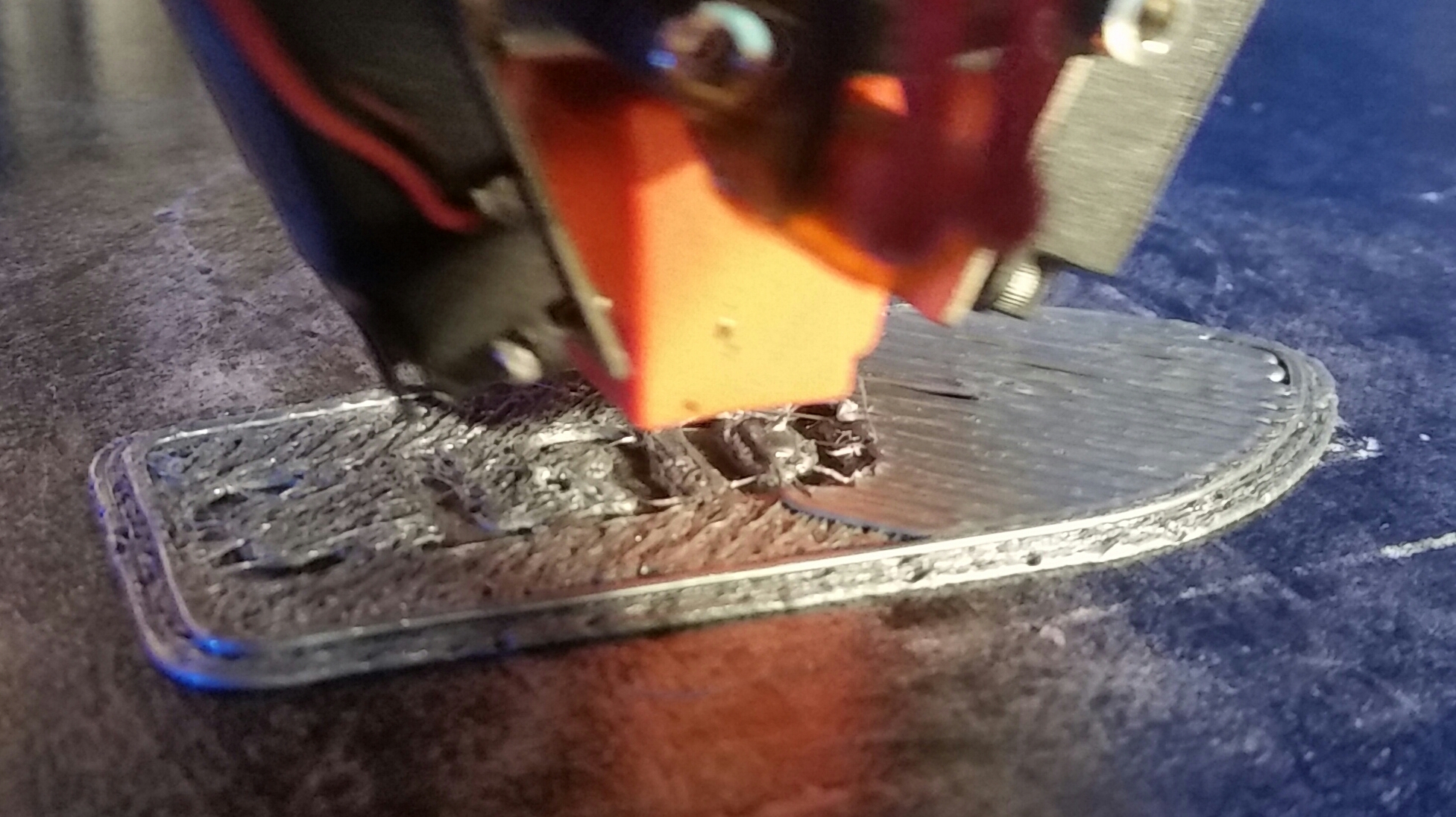
The first layer looks horrible, and all other layers are fine. The screenshot shows what’s happening: It’s a benchy scaled up 200%.
I’m printing at 41mm\sec, so as to maximize my volcano flowrate (just under 30 cu/mm/second), but I print the first layer at 33% that, so 13.5 mm/sec to get a nice adhesion. First layer also has no cooling, but all others do. Bed is at 60c on glass with purple gluestick.
The higher speed and cooling of the 2nd+layers definitely make it print ‘nice’. I’m honestly not too concerned about the first layer look since no one actually sees it, but if there were any suggestion to make it look less like oatmeal, I’d be glad to hear them.
Unlike PLA, PETG doesn’t like to squish. With PLA, you want your first layer kind of squished down against your build surface to get good adhesion and quality. With PETG, give it room. Drop your bed a little bit / adjust first layer height and see how that works for you.
First don’t squish the first layer down. There is usually a slicer setting which does a flatter first layer with massive overextrusion. That’s good for PLA adhesion but not PETG. Disable it or dial it back. Second speed, volcano and PETG doesn’t like slow, 10mm/s for the first layer is very slow. Try maybe 30. Third bed temperature, 60 is pretty low. Especially with glass the top is usually cooler than the thermistor is measuring. I go as high as 100 Celsius then even a misleveled bed with high speed (100 mm/s) first layer will stick.
I’ll second higher bed temps, I use 75C. Also second the low speed maybe being too low for the first layer. I use 50% of normal speed.
Interestingly, I thought PETG didn’t tolerate too much clearance for the first layer and needed to be squished (appropriately, not too much) onto the bed. It seems much less tolerant than PLA to too much clearance for the first layer. I’ve had terrible first layers if I don’t have my bed height adjusted right.
I like PETG a lot and with a 0.4 nozzle, I haven’t had much issue other than it being kind of oozy. I’m sure this is much exacerbated with a 1.2 nozzle.
Thanks for the thoughts everyone, all under consideration. Few datapoints:
I tried testing printing at 60c up to 90c :Seemed to make no difference, so I’ve just kept it at 60c. Sticks nice and good with the purple glue.
I currently don’t do any ‘first layer squishing’, or at least not via the slicer (Simplify3D) itself. However, how have my my bed leveling turned in my firmware may be doing a squish (because, like ya’alls said, PLA likes that, and I’m used to PLA), so I’ll look into adjusting that.
Thanks!
To follow up : No pics yet, but increasing the first layer speed to 30mm/sec ( from basically 10mm/sec), and not tramming it in as much based on my bed calibration is giving much less oatmeal results. Thanks!