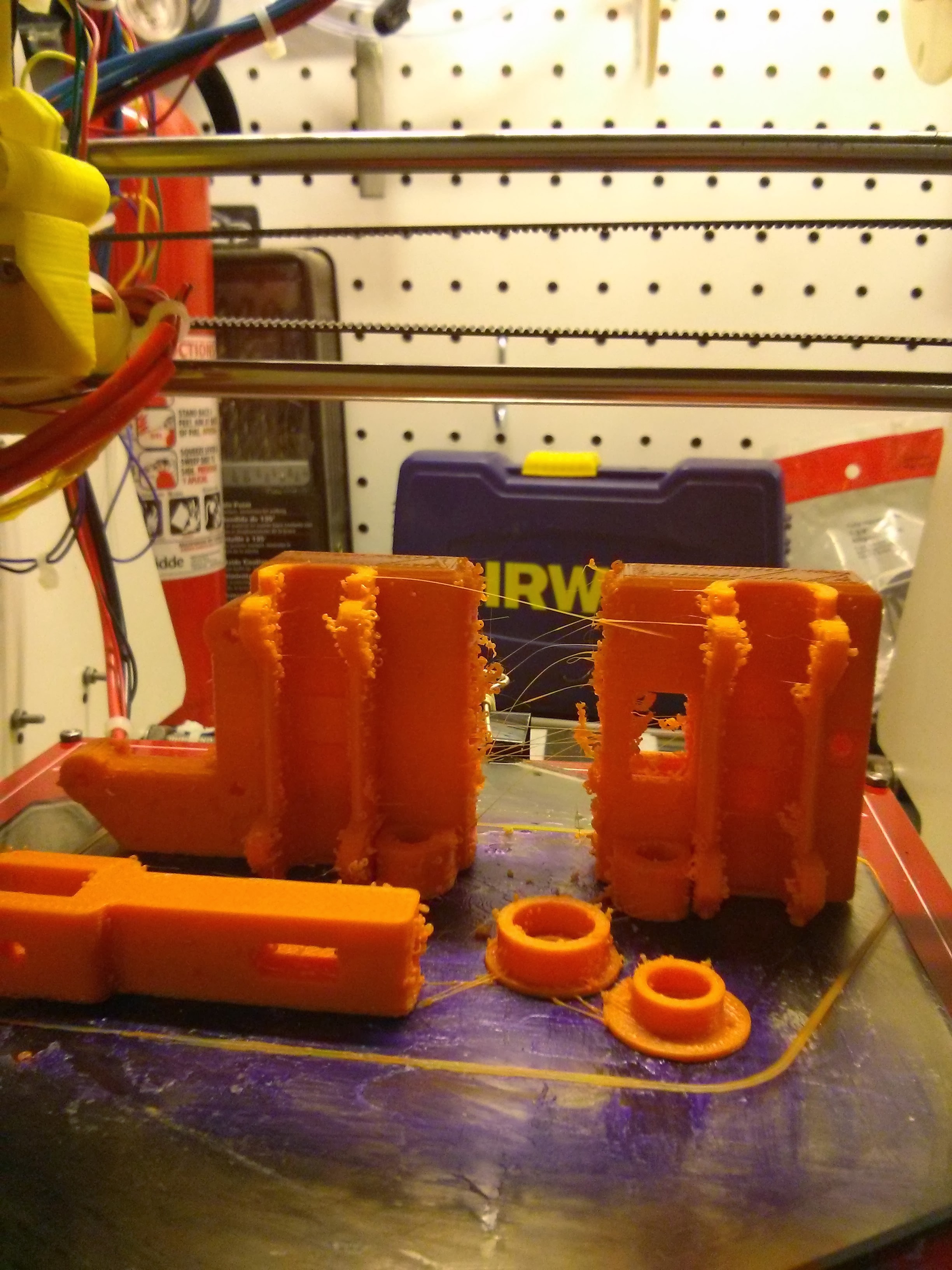
It seems I cannot get retraction to work, no matter what I try, leaving me with the strings & blobs pictured below. I’ve tried different retraction settings (0.5 to 1 mm for ABS on my E3Dv5 hotend) in Slic3r (upgraded to 1.0RC2 now), none of which solve the basic issue that the extruder DOES NOT retract at all. I’ve verified my firmware is configured correctly (Max E feedrate set to 50mm/s), and even verified that I can retract at 1800mm/min in pronterface, but while watching my prints, I can see that the extruder wheel never changes direction, even during long moves. What’s worse, the higher I go with the retraction settings in Slic3r, the worse the blobs get (i.e. the retraction isn’t working, but the subsequent extrusion catch-up is happening). I’ve even checked my generated G-code, and see “G1 F1800 E-1” calls at the start of the first layer, and absolute “G1 F1800 Exx” calls prior to each Z-layer change. This really has me stumped at this point. For now, I’m going to try setting retraction to 0, to minimize the restart blobs…
I have my retraction length set to 4.5 mm. Have you tried increasing above 1.0 mm? Also, just a thought, but what about extruder acceleration in firmware?
I did have a similar problem to this, it turned out that the small gear was slipping on the motor shaft when it retracted, but not when moving forward. seems odd, but there you go.
also you may have a bit of backlash between the small and large gear, which you’ll have to make up by increasing the retraction.
Seems you have some problem with your board. If you can, try using another chanell for extruder or try inspecting your board and look for shorts in the direction pin area of the stepper driver, but as how you describe it this is most definately the issue.
@Jonathan_se5a_Sorens it would seem so wouldnt it, but the problem becomes with fast reversals witch you cannot replicate any other way than with code. There is 100% something wrong with the dir pin.
Your slic3r settings could be corrupt. It happens from time to time after an upgrade. I have not heard of this exact issue though. Have you tried another slicer? E.g Kiss is easy to setup.
You’ve verified that the software will try to retract at those speeds, but have you verified that the extruder itself can retract at whatever speed you have set in Slic3r? When I first attempted retraction, I tried to go faster than the stepper was able to do. All I got from it was a short squeak instead of a retract or advance. Try some slower manual G code retracts and advances and find out what the real speed limit of your hardware is.
Wish people would stop just saying alter retraction you need retraction and extrusion balanced. Otherwise over extrusion will still happen. Look at the bed tell me what you see does that look like its over extruding to?
It might be your filament. I have some that always oozes and some that never does. I’ve got a blue and purple filament that print great and I’ve got some white that oozes a little; grey and clear filament that oozes a lot and a green glow in the dark that really oozes like crazy…
Just as an update, I’ve done several prints since this one, trying different settings, and more troubleshooting. It did appear that setting my extract to 3mm alleviated the issue somewhat (and I could now actually visibly see a retract happening), but I found that I had to lower my speed in Slic3r and raise my firmware limits higher. I also figured out that in pronterface, what I thought was a full speed retract, was actually the extruder motor jerking, but not doing a full retract. In fact, I can only extrude/retract consistently well at a speed of F500 (or 8.33 mm/sec). Looks like I need to clean/rebuild my extruder, and also get a better stepper motor (looking at the Kysan motor Ultimachine has, once they get it back in stock).
Thanks everyone for your suggestions, and help! Reprapping is a never-ending learning experience